152-5087-6787

手机:15250876787
邮箱:3324216180@qq.com
网址:
地址:江苏省淮安市淮阴区王营工业园区新澎路1号
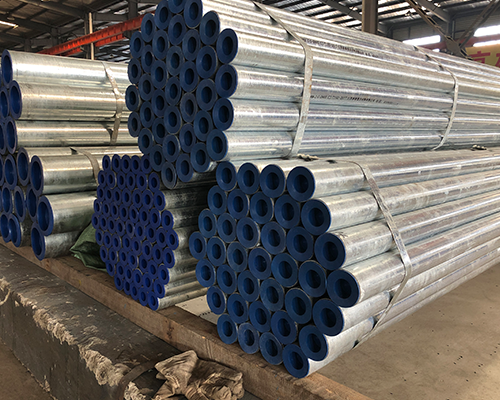
一、内衬不锈钢复合管焊接工艺介绍
①焊接方法:内衬51菠菜网采用的焊接方法为钨极氩弧焊。
②焊接材料:采用焊接气体置换工具进行背面保护,保护气体氩气纯度应≥99.99%,利用测氧仪测量焊道背部气氛的氧气浓度(氧气含量应<0.01%),以保证纯氩气氛围。本试验测得氩气中氧气浓度为0.0029%,焊接保护气体流量为20~25L/min,背部保护气体流量15L/min,填充材料选用伯乐 ERNiCrMo—3,焊前焊件和焊丝表面须严格清理。
③焊接参数:复合钢管的对接采用V形坡口多道焊,焊前若能保证管件坡口表面洁净、不潮湿,则焊接时管件可不进行预热,但必须严格控制热输入和层间温度。热输入过高,层间温度过大,易造成铁素体晶粒长大,使焊接接头的韧性大大下降,耐蚀性也会受到很大影响。因此,在整个焊接过程中的热输入应控制在0.9~1.7kJ/mm内,层间温度≤150℃。

二、注意事项
①焊接时,不锈钢管厂家应尽量采用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。
②管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。
③点固焊时管内必须充氩,以保证点固焊焊缝质量。打底焊时,仰焊位置采用内填丝,立焊、平焊位置采用外填丝法进行焊接。
④焊丝不能与钨级接触或直接深入电弧的弧柱区,防止破坏电弧的稳定和产生夹钨缺陷,焊丝端部不得退出保护区,防止焊丝氧化。
⑤应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,防止气压过大使焊缝产生凹陷。
⑥道间温度应控制在150℃以下,施工中采用焊缝两侧水冷的冷却方法,即将湿毛巾裹在距焊缝80mm以外的两侧钢管上,使焊缝尽快降到150℃以下。
手机:15250876787
邮箱:3324216180@qq.com
地址:江苏省淮安市淮阴区王营工业园区新澎路1号

扫码咨询内衬不锈钢复合管厂家