152-5087-6787

手机:15250876787
邮箱:3324216180@qq.com
网址:
地址:江苏省淮安市淮阴区王营工业园区新澎路1号
在内衬不锈钢复合管的现场安装中,支持螺纹连接、凹槽连接、法兰连接和焊接连接等多种连接方式。在所有的连接方式中,焊接连接的技术要求都比较高。增强不锈钢管的对焊不同于普通的纯材料焊接。除了单面焊双面成型,还有焊丝的选择、坡口角度等细节。今天,不锈钢复合管厂家就为大家介绍一下
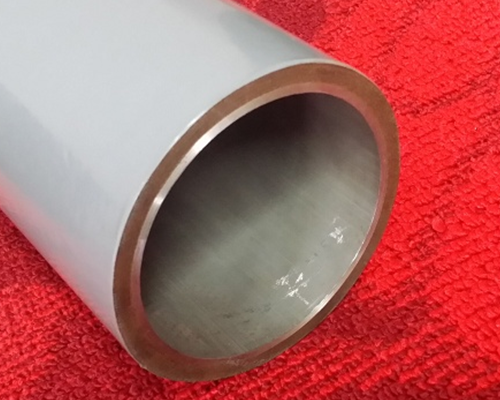
管道预制:钢筋不锈钢管切割应采用机械切割(严禁液冷,防止进入双金属材料之间影响焊接),禁止火焰和等离子切割,防止加热后温度过高导致内管变形和产生氧化物。用专用坡口机进行坡口加工,使外基管与不锈钢内管剥离10-15毫米,坡口角度为20-25°。
需要预制安装时,切断加工坡口,当天封焊;否则,由于环境湿度的影响,水分很容易进入双金属片之间,增加了后期焊接的难度,影响焊接质量。

密封焊接:由于不锈钢管强化的特殊性,在密封焊接前需要预热到120℃ ~ 150℃。预热温度用红外温度计或温度计检查,预热范围在离口100 mm ~ 200 mm,起到去除双金属之间水蒸气的作用。不锈钢丝轮用于清除表面的污垢、铁锈和其他污垢。采用氩弧焊。管道需要氩气保护,防止不锈钢管背面氧化。焊丝为ER309L密封焊接时,电弧不应在不锈钢内管中停留太长时间,以免内管塌陷。当焊接过程中发现气孔时,立即停止焊接,用角磨机清理干净,然后重新焊接。
组装和点焊:焊缝之间的间隙为2.5 mm ~ 4.0 mm,组装间隙的大小根据管径进行调整。点焊时管径≤100mm时,需要背面氩气保护,防止背面氧化;当管径大于等于≥150mm时,可采用连接板点焊或焊桥点焊进行点焊,点焊时背面不需要氩气保护。
焊接:当管径≤100mm时,所有焊丝均为ER309L,2.0 ~ 2.5mm;当管径大于等于≥150mm时,所有焊丝均为ER309L,2.5 mm,覆盖面采用手工电弧焊。复合管与复合管对接,底层和过渡层采用ER309L,直径2.5毫米。电极采用J427,3.2毫米..
如果钢筋不锈钢管与管件(不锈钢)对接焊接,底漆和外层焊丝应使用2.0 ~ 2.5毫米的ER309L。A302 3.2 ~ 4.0 mm用于填充和覆盖焊条,焊接电流根据管径参考焊接工艺指导书。
在露天焊接施工中,氩弧焊、密封焊和对焊时必须采取防风措施,以保证焊接质量。为了加强不锈钢管道的现场焊接施工,江苏新澎复合材料不仅有焊接指导,还免费提供焊接工程师的现场指导。
手机:15250876787
邮箱:3324216180@qq.com
地址:江苏省淮安市淮阴区王营工业园区新澎路1号

扫码咨询内衬不锈钢复合管厂家